搅拌摩擦焊,线性摩擦焊和旋转摩擦焊的比较


摩擦焊接(FW)是用于焊接材料的一系列焊接工艺,其基于在压力下由于两个组件之间的相对运动而产生的摩擦热。 这些变体是固态连接过程,其中摩擦热导致界面材料的局部屈服,从而能够形成永久性连接。 FW在航空,汽车,船舶,铁路和核工业中,对于金属和热塑性塑料都有许多应用。 它与熔焊不同,熔焊需要形成材料的熔池。
本文将研究FW系列的三个变体,即旋转摩擦焊(RFW),线性摩擦焊(LFW)和摩擦搅拌焊(FSW)。 RFW是其中最常见的变体,其中两个具有圆形横截面的组件焊接在一起。 一部分保持静止,并被迫与另一部分接触,而另一部分在常压下旋转。 RFW有两种类型:连续驱动摩擦焊接(CDFW)和惯性摩擦焊接(IFW)。 这两个过程之间的区别在于摩擦生热的方式,在第一种情况下,其产生所需的功率由外部来源提供; 而在第二个过程中,它以动能形式存储在飞轮中,并逐渐转化为热量,直到飞轮停止并且该过程结束。 在LFW中,一个组件在常压下相对于另一个组件往复运动。 在FSW中,旋转的硬质工具通常以对接方式沿两个组件的接触界面移动。 由于工具和两个部件之间的摩擦,后者被局部加热以达到其屈服点,并且材料局部混合。 在图1中示意性地示出了以上过程。 LFW和FSW是相对较新的固态焊接工艺,其开发目的是分别焊接非轴对称部件和薄结构。
 |
| 图1 a FSW, b LFW和c RFW流程 |
与传统的熔焊工艺相比,FW工艺具有许多优势,即(ⅰ)它们不会形成熔池,从而减少了与凝固相关的缺陷(例如,热裂纹,孔隙率等); (ⅱ)产生了再结晶的微观结构,与其他类型的焊接相比,这可能导致拉伸强度提高; (ⅲ)无需消耗品; (ⅳ)它们适合焊接异种材料; (ⅴ)所产生的焊缝除母材外不包含其他材料,并且在加工过程中去除了界面杂质; (ⅵ)可以轻松控制FW工艺参数,并且将操作错误降至最低; (ⅶ)焊缝具有很高的完整性,因为粘结面积几乎等于所连接部件的界面面积,并且(ⅷ)工艺具有很高的可重复性。
正如预期的那样,FW工艺存在一些局限性:(i)RFW和LFW在焊接薄壁管和/或板方面的适用性有限,(ⅱ)两个组件中至少一个的材料必须可塑性变形以达到(ⅲ)焊接过程中形成的飞边限制了零件的几何形状,尤其是在必须去除飞边时。
尽管已经对FW工艺进行了单独研究或就其能量产生机理进行了研究[ 1 ],但尚未对关键工艺开发特征进行比较。 在这项研究中,已经为IFW,LFW和FSW开发了不同的数值模型,并比较了它们的温度,等效塑性应变,von Mises应力和应变率。 已经确定了三种FW过程的总体趋势。
2。文献综述与RFW和LFW相比,FSW的建模过程要复杂得多,因为焊接材料与第三个物体(工具)发生热力机械相互作用,产生所需的能量来软化两个固定部件。 文献中提出的第一个模型是分析性的,采用移动热源[ 2 ]来估计温度。 在参考文献中 [ 3 ]有人提出,工具和工件之间的接触是滑动和粘着的结合。 根据实验数据得出结论,粘附条件是主要的。 除分析方法外,还开发了数值模型。 参考文献中提出了有关工具与焊接件之间的机械相互作用的最早研究之一。 [ 4 ]具有顺序耦合的热机械分析。 在参考文献中 [ 5 ]使用完全耦合的热机械动力学分析表明,主要的热源是塑性功,因为在接触界面处粘附是主要的。
由于所需的设备相当昂贵,LFW的主要应用是在航空航天工业的叶盘生产中。 在参考文献中 [ 6 ]开发了Ti-6Al-4V的解析模型和数值模型来计算温度场和轴向缩短。 在参考文献中 [ 7 ]同样的材料也使用数值和分析方法建模。 研究了稳态条件,并求解了热影响区(HAZ)中的热流微分方程。 在参考文献中 [ 8 ]该过程被建模为一个热粘弹性流动的问题,导致非局部抛物线方程,求解该方程以估计温度场。 在参考文献中 [ 9 ] Rykalin的热过程理论被用来对温度场进行建模,其中一部分热能被假定传递给闪蒸。 参考文献中开发了另一个LFW的热机械稳态数学模型。 [ 10 ],假设非牛顿流。
RFW是最古老的FW流程,在行业中使用最广泛[ 11 ]。 在参考文献[ 12 ]中,提供了一种软钢在平衡阶段的分析模型,其中轴向载荷,角速度,扭矩,温度和轴向运动速率是恒定的,以计算扭矩,塑化层厚度的变化,温度和应变率以及角速度和轴向力。 在参考文献中 [ 13 ]开发了一个分析模型来估计流动区域内的功率需求和温度。 在参考文献中 [ 14 ]提出了CDFW期间热影响区(HAZ)的温度和应变率分布的解析解决方案。 物料流场由6082-T6铝合金,A357和A356 Al-SiC MMC的一系列运动学上允许的速度场描述。 参考文献中开发了耦合的热力有限元模型。 [ 15 ]。 该模型能够计算温度,热膨胀和热塑性应力。 参考文献中提出了另一种异种材料IFW的有限元模型。 [ 16 ],使用自动重划算法对联合界面处的闪光形成进行建模。
3数值模型使用有限元代码Abaqus版本6.13对FSW,LFW和RFW的热机械过程进行数值建模。 在Abaqus / Explicit中使用了显式积分程序,因为它更快且不易出错(例如,由于过度的元素失真等)。
3.1网格在FSW模型中,使用拉格朗日网格离散化背板和工具,而工件则是欧拉分布,因为预期会产生较大的变形。 欧拉网格在工件的上表面上方延伸1毫米(在分析开始时元素在其中的延伸是空的),从而为焊接材料提供了移动和变形的空间。 该模型的网格具有26 955个节点和20 896个元素。 LFW模型的网格具有16 109个节点和81 594个元素。 模型的网格具有19405个节点和91230个元素。 在图2中 ,显示了本研究中使用的FSW,LFW和IFW模型的未变形配置。
 |
| 图2数值分析中使用的FSW,LFW,IFW网格模型 |
FW是一个复杂的过程,因此其数值模型需要大量简化才能在合理的计算机时间内运行。 对于FSW,进行了以下假设:
(ⅰ)根据图3 ,工件和工具具有取决于温度的摩擦滑动接触。
 |
| 图3 Ti-6Al-4V在FSW中的工具与工件之间以及LFW和RFW中的工件之间的摩擦系数 |
(ⅱ)工具是刚体。
(ⅲ)假定所有实体的初始温度为25℃。
(ⅳ)假设耗散的摩擦能量的90%转化为热量。 在工具工件接口处,该热量的50%传递给了工件。
(ⅴ)发生工具插入时,分析在驻留阶段结束时开始。
关于LFW和IFW,进行了以下假设:
(ⅰ)摩擦滑动接触由库仑摩擦定律描述,并且取决于界面的温度,如图3所示。
(ⅱ)顶部工件被认为是具有平移和旋转自由度的刚体。
关于摩擦系数,它基于参考文献。 [ 6 ]。 当所有型号的温度都高于900℃时,假定高于该温度的摩擦系数保持在1。 然而,当允许摩擦系数随温度变化时,计算出焊接材料的温度连续升高,达到高于其熔点的值。 随着焊接材料温度的升高,其强度和剪切刚度通常会降低,因为材料接近液态(不熔化)。 这种强度降低必须伴随着库仑摩擦系数的降低。 基于该假设和缺乏可靠的实验数据,将摩擦系数设置为在较高温度下降低直至熔化,直到变为零为止,这对于液体零件是可以预期的。
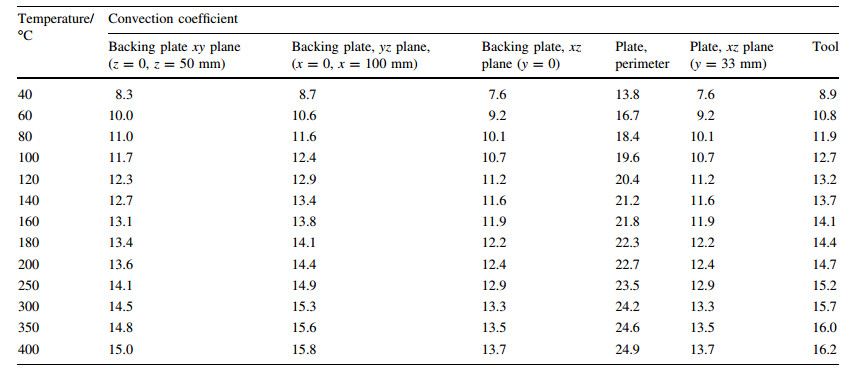
3.3边界条件和初始条件在FSW模型中,背板的底部和垂直表面完全受约束以防止位移。 沿工件周围的垂直表面施加速度,因为网格是欧拉式的。 在y和z轴上应用零值速度,在x轴上应用6.67×10 -4 m / s之一。 沿两个水平方向( x和z )约束工具,并施加等于2 mm的垂直向下位移。 绕x和z轴的旋转是固定的,而将等于41.89 r / s的恒定角速度应用于y轴。 通过对流从所有暴露的表面散失热量,并且每个表面的系数是根据参考文献A中的公式计算的。 对于FSW模型,[ 17 ]的值如表1所示。 在该表中,假设x轴平行于焊缝, y轴平行于工具旋转轴, z轴垂直于xy平面。 由于它是欧拉公式,因此每个元素的初始体积分数在最底层等于厚度为3毫米的欧拉网格,而在最上层则最初为零。 在分析过程中,材料变形并重新计算体积分数。
对于LFW模型,限制了底部工件的底部表面沿x和z轴的平移,而在顶部工件沿x方向的点处指定了随时间变化的位移,其振荡幅度为3 mm,振荡频率为50 Hz,过程运行时间为2.8 s。 除这些边界条件外,在底部工件的底表面上施加的压力等于300 MPa,这确保了两个工件连续接触,从而产生了焊接所需的热量。 每个表面的热对流系数等于100 W /(m 2 ·K)[ 6 ]。
关于IFW模型,限制了底部工件的底部表面沿x和z轴的平移。 最初,在顶部工件的中心施加等于305.6 r / s的旋转速度0.1 s。 在第二步开始时,在底部工件的底面施加等于300 MPa的向上压力,该压力保持恒定,从而确保两个工件连续接触,直到顶部旋转。工件停止,形成焊缝。 每个表面的热对流系数等于30 W /(m 2 ·K)[ 18 ]。
3.4特殊数值技术在FSW模型中,由于欧拉材料与拉格朗日元素相互作用,因此将耦合的欧拉-拉格朗日(CEL)方法应用于所涉及的接触。 在LFW模型中,由于预期到较大的变形会导致过程固有的几何非线性,因此使用了任意的Lagrangian-Eulerian(ALE)自适应网格算法。 由于顶部工件被建模为刚体,因此自适应网格仅用于底部工件。
3.5材料模型和特性选择钛合金Ti-6Al-4V作为工件材料。 为了在分析中模拟其材料行为,基于弹性塑性Johnson-Cook材料模型[ 19 ],使用了应变硬化,应变速率硬化和温度软化的材料定律。
 (1)
(1)其中σy是屈服应力, ε是有效塑性应变,  有效塑性应变率
有效塑性应变率  表2列出了参考应变率以及A , B , n , C , T 熔体和m材料常数。 表3给出了热膨胀系数,比热容和热导率的温度依赖性。 表4和表 5分别以56NiCrMoV7钢和42CrMo4钢的线性弹性模型建模工具和背板。
表2列出了参考应变率以及A , B , n , C , T 熔体和m材料常数。 表3给出了热膨胀系数,比热容和热导率的温度依赖性。 表4和表 5分别以56NiCrMoV7钢和42CrMo4钢的线性弹性模型建模工具和背板。

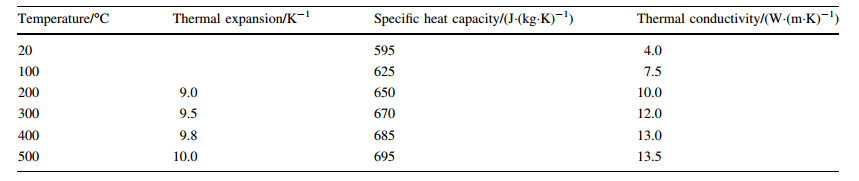

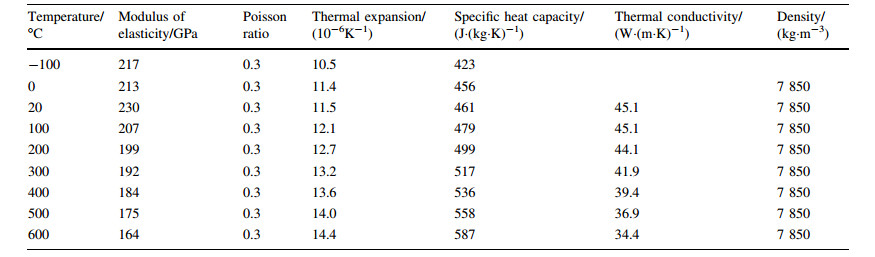
表6中显示了分配给本研究中使用的三种焊接模型(FSW,LFW和IFW)的输入参数的值。 所有模型都在2.8 s内运行到同一时间点,在该过程中,IFW部件的旋转停止,因为已使用了飞轮中存储的所有惯性能量。

这项工作的目的是比较三种主要的摩擦焊接技术的工艺发展。 所有这些固态过程都依赖于摩擦的能量产生机理,以在焊接界面处达到有利于永久连接的条件。 本质上,固件过程基于屈服界面的开发。 取决于变体,所产生的材料体积的厚度可以在RFW和LFW的情况下从薄膜到在FSW的情况下显着的尺寸的范围。 与其他FW工艺相比,FSW中的质量问题可能与塑性变形材料的体积大小有关。 这样,三个过程中的每一个在界面处的可塑性的开始可以确定焊接的成功或失败。
对于相同的材料,即广泛使用的α + β钛合金Ti-6Al-4V,已经对这三个过程进行了很好的表征。 尽管钛合金很难进行FSW,但它们在许多行业中都受到关注,因此在本文中选择使用它作为三种方法的比较研究的参考材料。 采取所有过程模型以达到焊接界面的屈服条件,这相当于LFW过程模型中的阶段II [ 6 ]。 如果在界面处未产生这些塑性条件,则该过程不会继续进行到其他阶段,也不会产生焊接,因此这一阶段至关重要。
由于温度是在焊接界面上输入的能量的一种形式,以及与之相关的流动应力,是达到屈服条件的机制,它的值是达到焊接良好条件的水平的初步度量。 从图4中可以看出,RFW和LFW在分析初期就达到了有利条件,温度接近熔融温度。 尽管这是数值模型的结果,但它在质量上与实验一致。 另一方面,FSW模型显示出很大的温度波动。 由于机械混合在该过程中起着重要作用,因此可以预期,机械混合产生的摩擦力和热量的综合作用会为工艺发展提供有利条件。
 |
| 图4研究的每个FW过程的焊接界面温度历史 |
为了使屈服发生,在给定体积下达到的温度下,应力必须处于适当的水平,因此,从图5中可以看出,FSW部件在过程的早期就承受高应力,尽管这些应力会由于旋转而波动硬工具的运动。 另一方面,LFW和RFW零件处于较低的应力水平,这是摩擦压力的直接结果,而RFW的值略低。 这表明在与FSW的界面处达到焊接条件可能更加困难。
 |
| 图5所研究的每个FW过程在焊接界面处产生的Von Mises应力 |
von Mises应力和温度的结果是,材料达到屈服,并且在界面处形成塑性材料, 如图6所示的等效塑性应变所证明的那样。 由于工艺模式会影响较大的材料量,因此FSW从一开始就具有较大的塑性应变。 在其他两个过程中,塑性材料在界面处发展,对于LFW情况,增长速度更快。 RFW从有限的数量开始,并且以比LFW慢的速率增加,这表明最后可能会形成较小的闪光。
 |
| 图6研究的每个FW工艺在焊接时产生的等效塑性应变 |
本文研究的钛合金是一种应变率敏感的超塑性材料,在界面处达到高应变的效果将阻碍达到屈服条件,并使该过程在所有过程阶段均进行并产生良好的焊接效果。 如图7所示,在这三个变量中,FSW的应变率波动最大,而RFW的应变率波动最小,而LFW处于中间值。 这种效果可能是Ti合金与FSW焊接时遇到困难的原因。 从表7中可以看出,FSW需要很大的力才能在过程的早期(0.4 s)发生屈服,与其他两个过程相比,屈服和随后的机械混合将需要更大的功率输入,随后进入过程( 1.2 s)随着温度的升高,这种高功率需求得到了缓解,但是当FSW中的焊接工具沿界面行进时,它会遇到温度较低的新材料,并且在此期间不断面临功率需求增加的情况过程。
 |
| 图7所研究的每个FW过程在焊接界面处产生的应变率 |

从针对三个FW变体开发的数值模型的研究(这些模型集中在过程的早期阶段)可以得出以下结论:
(ⅰ)所有三个变体均在界面处达到有利的温度条件。
(ⅱ)在界面处产生的应力条件最适合焊接,即对FSW较高,而对RFW最不利。
(ⅲ)就界面处的塑性应变形成而言,FSW产生的数量最多,其次是LFW和FSW。
(ⅳ)应变率是人们使用FSW焊接Ti合金时要克服的一个重要难题,因为它远高于LFW和RFW。
(ⅴ)在组件移动的两个FW变型中,根据所产生的应变率判断,LFW是最好的。
| 1。 | Vairis A,Christakis N(2007)借助微机械参数设置开发了摩擦焊接工艺的连续框架。 建模识别与控制学报J,2(4), 347-356 doi:10.1504 / IJMIC.2007.016417 |
| 2。 | Rosenthal D,Schrmerber R(1938)电弧焊的热研究-理论公式的实验验证。 焊接研究增刊,17,2-8 |
| 3。 | Schmidt H,Hattel J,Wert J(2004)摩擦搅拌焊接中热量产生的分析模型。 建模Simul Mater Sci Eng,12,143-157 doi:10.1088 / 0965-0393 / 12/1/013 |
| 4。 | Shi Q,Dickerson T,Shercliff HR(2003)Al-2024搅拌摩擦焊接的热机械有限元建模,包括工具载荷。 第四届摩擦搅拌焊接国际研讨会,美国犹他州帕克城,2003年5月14日至16日 |
| 5, | Schmidt H,Hattel J(2005)摩擦搅拌焊接中热机械条件的局部模型。 Mat Science and Eng,13,77-93 doi:10.1088 / 0965-0393 / 13/1/006中的建模与仿真 |
| 6。 | Vairis A,Frost M(2000)对钛块的线性摩擦焊接进行建模。 Mater Sci Eng A, 292,8 doi:10.1016 / S0921-5093(00)01036-4 |
| 7 | Turner RP,Gebelin JC,Ward RM等(2011)Ti-6Al-4V的线性摩擦焊接:建模和验证。 材料学报,59(10),3792-3803 doi:10.1016 / j.actamat.2011.02.028 |
| 8。 | Kavallaris NI,Lacey AA,Nikolopoulos CV等人(2007)建模线性摩擦焊接的非局部方程的行为。 IMA应用数学杂志,72,597-616 doi:10.1093 / imamat / hxm031 |
| 9。 | Medvedev A,Vairis A,Nikiforov R等(2012)线性摩擦焊接过程的能量平衡。 工程科学与技术评论,5(3),20-24 |
| 10。 | Lacey AA,Voong C(2012)线性摩擦焊接的稳态数学模型。 力学与应用数学季刊,65(2),211-237 |
| 11。 | Li W,Vairis A,Preuss M,et al(2016)线性和旋转摩擦焊接综述。 国际材料评论,61(2),71-100 doi:10.1080 / 09506608.2015.1109214 |
| 12 | Healy JJ,Mcmullan DJ,Bahrani AS(1976)分析低碳钢摩擦焊接中的摩擦现象。 Wear,37,265-278 doi:10.1016 / 0043-1648(76)90033-8 |
| 13 | Bendzsak GJ,North TH,Li Z(1997)摩擦焊接中稳态流动的数值模型。 材料学报,45(4),1735-1745 doi:10.1016 / S1359-6454(96)00280-7 |
| 14。 | Midling OT,Grong O(1994)Al-Mg-Si合金与Al-SiC金属基复合材料的摩擦焊接工艺模型I:HAZ温度和应变率分布。 金属学报,42(5),1595-1609 doi:10.1016 / 0956-7151(94)90369-7 |
| 15 | Sluzalec A(1990)摩擦焊接中的热效应。 国际机械科学杂志,32(6),467-478 doi:10.1016 / 0020-7403(90)90153-A |
| 16。 | Alvise LD,Massoni E,WalløeSJ(2002)异种材料之间惯性摩擦焊接过程的有限元建模。 材料加工技术学报,125,387-391 |
| 17。 | Papazafeiropoulos G,Tsainis AM(2015)搅拌摩擦焊接过程的数值模拟。 7月12日至15日,第八届GRACM国际计算力学大会,希腊沃洛斯 |
| 18岁 | Wang FF,Li WY,Li JL,et al(2014)惯性摩擦焊接镍基高温合金的工艺参数分析。 Int J Adv Manuf Technol, 71,1909-1918 doi:10.1007 / s00170-013-5569-6 |
| 19 | Johnson GR,Cook WH(1983)一种金属模型,该模型用于承受大应变,高应变率和高温的金属。 第七届国际弹道研讨会论文集,荷兰海牙,第541-547页 |